




Ondüle Hazırlık
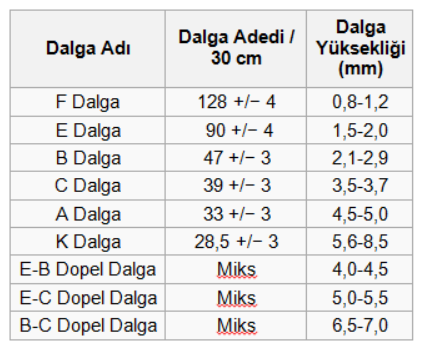
Ondüle hazırlıkları gelen siparişlerin ondüle hattındaki kesim ebadına göre kombine yapılması çalışması ile başlar. 2’li ya da 3’lü kombineler ağırlıktadır. 132 cm ya da 183 cm ölçüleri çoğunlukla tercih edilen üretim ondüle ebadıdır. Fire oranlarını en aza indirmek için doğru kombine çalışması çok önemlidir.ATEŞLER AMBALAJ dalga çeşitlerine göre farklı ondüle tiplerinde üretim yapabilmektedir. E Dalga, B Dalga, C Dalga ve bunların bir arada kullanıldığı çift kat dopel ürün kombinasyonlarını hazırlanır. E-B Dalga dopel, E-C dalga dopel, B-C dalga dopel kombinasyonları ihtiyaç duyulan mukavemet ve koruma özelliklerine göre tercih edilebilir. Dalga tipleri her bir dalganın yüksekliği ve belirlenmiş uzunlukta kaç adet dalga olduğuna göre ve uluslar arası standartlara göre sınıflandırılmıştır. Örnek olarak E dalga bir ürün 1,5-2 mm yükseklikte iken C dalga bir ürün 3,5-3,7mm yüksekliktedir.
% 100 geri dönüştürülebilir karton kağıt kullanımı ile gerçekleşen ondüle üretimi, doğaya dost ve kullanım avantajları çok fazla olan bir malzeme cinsidir. Oluklu tabakanın taşıyıcısı olarak kullanılan Linerboard Testliner; geri dönüşümlü kağıt esaslı olarak iç ve dış yüzde kullanılan taşıyıcı kağıda verilen isimdir. Beyaz üst yüzeyli ya da kahverengi tonlarda farklı malzemeler olabilir. Linerboard Kraftliner; selülöz esaslı ilk ürün kâğıttan üretilen taşıyıcıya verilen isimdir. Tanım olarak, liflerinin %80’den fazlasının kimyasal sülfat veya soda uygulanması ile elde edilmesini içerir. Beyaz yüzlü ya da Kahverengi yüzlü üretimleri bulunmaktadır. Saman ve geri dönüşümlü kağıt karışımı kullanılarak hazırlanan Saman Kağıt Fluting dalga yapımında kullanılır. Soğuk havada muhafaza ürünleri için özel olarak muamele edilmiş NSSC (Neutral Sulfite Semi Chemical) Fluting dalga Neme ve Isıya karşı dayanıklı olarak kullanılır. Liflerinin %65 inden fazlası beyazlatılmamış sert odun liflerinden yarı kimyasal işlem ile eldesi şartı vardır. BST Patlama Testleri ve CMT Yüzey ezilme testleri ile kontrol edilen ürünler müşterilerimizin ihtiyaçlarına en uygun üretimi garanti etmek üzere seçilmektedir.